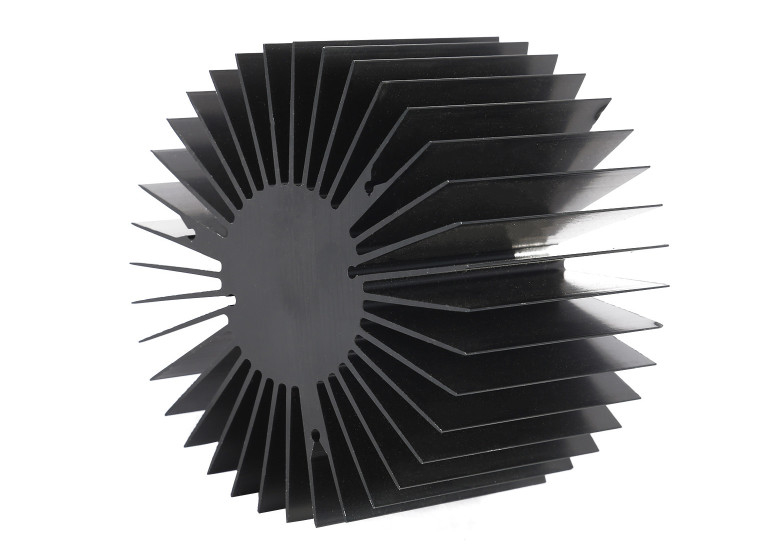
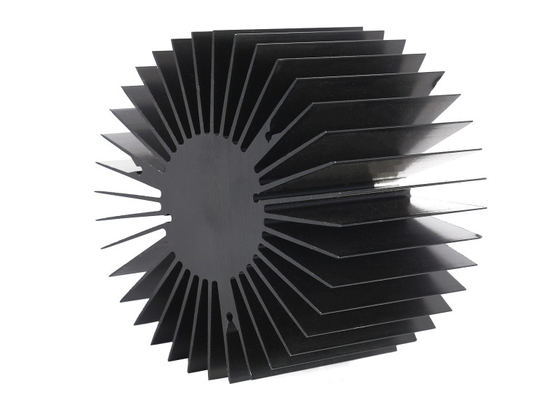
6063 / 6061 標準アルミエクストルーションプロファイル アノジス / 電気分泌 / 粉末塗装
4500T級の挤出機により,400*150mmと φ360の範囲内の任意の切片を生産することができます.
あなたの絵は間違いなく歓迎されます.
価格表示: 基本アルミニウムブロック,挤出コスト,表面塗装コスト,その他
完全に組み立てられたプレミアムグレードの窓とドアシステムも供給しています
記述:
| 製品 |
アルミニウムエクストルーションプロファイル |
| 材料 |
60636061,6005,6082 |
| 熱度 |
T4/T5/T6/T66 |
| 表面処理 |
RAL色で粉末塗装,アノジス (AA10/15/20/25),砂吹き,ブラシング,消化,シルクスクリーン,機械/化学磨き,木の粒を塗装 /木の転送,ガルバニズ,(ニッケル/チーン/クロム/銅) 塗装PVDF マットなど |
| 形状 |
平面/四角/丸/空洞/円形/三角形
U型/L型/T型/H型 |
| 深いプロセス |
アルミプロフィールの挤出,貴重品の磨き,切断,パンチング,曲がり,タッピング,ドリリング,CNCターンなど
容量:長さは ±0.2mm,穴は ±0.05mm |
| 壁の厚さ |
> 0.9mm |
| セクションサイズ |
平方: ≤ 150*150mm |
| 直角:≤ 250*50mm |
| 丸い: ≤ほら170mm |
| パッケージ |
プラスチック紙/PE紙の内側が各パーツを交わす.
外部は,送料マークを付いたプレイスボードまたはパレットで固定されている.
必要に応じて |
| 配達時間 |
預金後15-25日 |
プロセス:設計 - - 製造 - - 圧縮 - - 切断機械の加工は...表面処理 -- 梱包
応用:
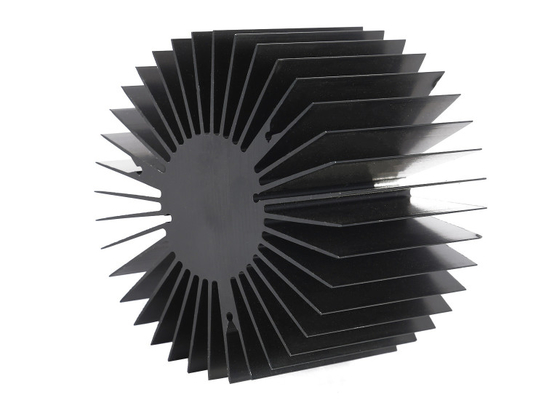
産業 自動車,電車,電子機器,医療機器,その他の産業用製品に使用されるアルミニウムプロファイルアルミフレームは重要な補助材料として採用されています例えば,ラジエーター,フィットネス機器,建物,照明装置,風管,石油パイプラインなどに アルミニウムプロファイルがあります.
仕様:
1) 化学成分
|
合金
|
そうだ
|
フェ
|
クー
|
ミニ
|
塩分
|
C.C.
|
Zn
|
ティ
|
汚れ
|
アール
|
|
6063
|
0.2-0 だった6
|
0.35
|
0.1
|
0.1
|
0.45-0 だった9
|
0.1
|
0.1
|
0.1
|
0.15
|
休憩
|
|
6061
|
0.4-0 だった8
|
0.7
|
0.15-0 だった4
|
0.15
|
0.8-12
|
0.04-0. わかった35
|
0.25
|
0.15
|
0.15
|
休憩
|
|
6060
|
0.3-06
|
0.1-0. わかった3
|
0.1
|
0.1
|
0.35-06
|
-
|
0.15
|
0.1
|
0.15
|
休憩
|
|
6005
|
0.6-09
|
0.35
|
0.1
|
0.1
|
0.40-0 だった6
|
0.1
|
0.1
|
0.1
|
0.15
|
休憩
|
2) メカニカルプロパティ
|
合金
|
熱度
|
張力強度
|
収力強度
|
伸縮
|
|
6063
|
T5
|
≥ 160Mpa
|
≥ 110Mpa
|
≥ 8%
|
|
T6
|
≥205Mpa
|
≥ 180Mpa
|
≥ 8%
|
|
6061
|
T6
|
≥ 265Mpa
|
≥ 245Mpa
|
≥ 8%
|
競争力
1) エンジニアリング設計とサポート
2) アルミプロファイルの深層加工:切断,パンシング,掘削,磨削,製造.
3) 高品質システム,生産中に厳格に検査し,パッケージの前に全検査.
4) 良い性能,製品保証は15年

アルミプロファイルの製造プロセス:
主に3つの流程である鋳造,挤出,染色 (染色は主に酸化,電球化塗装,フッ素炭化物塗装,粉末塗装,木材粒子の移転など) を含む.
1溶融と鋳造は,アルミニウム生産の最初のプロセスです.
主なプロセスは次のとおりです
(1) 材料: 製造 必要 の 特定の 合金 グレード に かなっ て 異なる 合金 部品 の 量 を 計算 し,様々な 原材料 を 合理 的 に 合わせる.
(2) 溶融: 準備された原材料は,プロセス要件に従って溶融のために溶融炉に追加されます.溶融中の不浄物やガスは,脱ガスとスラッグ精製によって効果的に除去されます..
(3) 鋳造: 溶けたアルミニウム液体は冷却され,深井鋳造システムを通して特定の鋳造プロセス条件下で様々な丸い鋳造棒に鋳造されます.
2エクストルーション:
プロフィール形成の手段は,外押しです.まずは,模具はプロフィール製品のセクションに従って設計され,製造されます.熱した丸型鋳造棒は,外押し機で模具から外押しされます.一般的に使用されるグレード6063合金も,熱処理強化を完了するために,外押し後,空気冷却冷却プロセスと人工老化プロセスにさらされています.異なるグレードの熱処理可能な強化合金には,異なる熱処理体制があります..
3染料 (ここでは主に酸化プロセス)
酸化: 挤出されたアルミニウム合金プロフィールには表面腐食抵抗性が低く,腐食抵抗性を高めるため,表面をアノジスで処理する必要があります.アルミの耐磨性と外観.
主なプロセスは次のとおりです
(1) 表面予備処理:プロファイルの表面は,化学的または物理的手段で清掃され,完全な密度の高い人工酸化フィルムを得ることを容易にするための純粋な基板を暴露します.鏡状またはマット (マット) の表面を機械的手段で取得することも可能である..
(2) アノイド化: 表面の予備処理の後,特定のプロセス条件下で,基板の表面は,密集し,孔隙があり,強い吸収フィルムを形成するためにアノイド化されます.
(3) 密封: 陽化によって形成された多孔性酸化膜の毛穴は閉ざされ,酸化膜が汚染されないようにします.耐腐食性や耐磨性が向上しますオキシドフィルムは色もなく透明です. 密封の前にオキシドフィルムの強い吸収特性を利用することで,いくつかの金属塩が吸収され,フィルムの毛穴に堆積されます.プロフィルの外観が自然色 (白銀) 以外の色を多く表すようにブラック,ブロンズ,ゴールド,ステンレス鋼など

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。